Acero W 1.2714
Un acero para herramientas pretemplado HRC 40.
¿Qué es el acero W 1.2714?
Grado estándar pretemplado de 40 HRC adecuado para herramientas de trabajo en caliente y para la industria de moldes de plástico. Alta resistencia al desgaste, alta tenacidad, buenas propiedades de pulido.
Aplicaciones del acero 1.2714
- Troqueles de forja, cuchillas de corte en caliente, herramientas de punzonado en caliente, portamatriz.
- Núcleos y cavidades de moldes de inyección o compresión de plástico, moldes de gran tamaño con acabado de alta calidad, troqueles de compresión bajo altas tensiones mecánicas y térmicas.
- Termoplásticos (PE, PS, PP), LFT, plásticos termoendurecibles, ABS, fundiciones transparentes.
FICHA TÉCNICA
Conoce todas las propiedades y características técnicas del acero W 1.2714.
propiedades
SEGÚN ESTÁNDAR
- Afnor 55 NCDV7
- DIN EN 4957 55 NiCrMo V7
ANÁLISIS QUÍMICO
Valores típicos (% en peso) – El análisis típico de Industeel está de acuerdo con los estándares internacionales.
C | S | PAGS | Si | Minnesota | En | Cr | Mes | EN |
0.55 | 0.002 | 0.015 | 0.3 | 0.9 | 1.7 | 1.1 | 0.5 | 0.1 |
PROPIEDADES MECÁNICAS
El grado 2714 se entrega templado y revenido a 360 – 400 HB (37 – 41 HRC). Mayor dureza disponible bajo demanda.
Dureza | Rp 0.2 Límite elástico | Rm Resistencia a la tracción | Alargamiento | KCV 20 °C | Módulos elásticos | |||
Media pensión | MPa | ksi | MPa | ksi | % | j | GPa | ksi |
376 | 1045 | 151 | 1270 | 184 | 10 | 40 | 205 | 29733 |
Valores típicos El grado 2714 también está disponible en estado recocido. Para más detalles consultar.
PROPIEDADES FÍSICAS
Valores típicos:
Conductividad térmica Wm-1.K-1 | Coeficiente de expansión térmica (10-6.K-1) | ||||
20 °C | 20 – 100 °C | 20 – 200 °C | 20 – 300 °C | 20 – 400 °C | Calor específico J/kg.°C |
29 | 11.9 | 12 | 12.7 | 13.4 | 460 |
PROPIEDADES METALÚRGICAS
Solidez interna:
Todas las placas se someten a pruebas ultrasónicas, de acuerdo con la especificación ASTM A578 – S9.
Tamaño de grano:
Grano uniforme de 7/8 según el método ASTM E 112.
Limpieza:
Debido al proceso de fabricación del acero mencionado anteriormente, el contenido de inclusiones no metálicas se reduce a un nivel extremadamente bajo. Esto asegura una buena capacidad de pulido y grabado químico. El contenido de inclusiones no metálicas se mide de acuerdo con el método ASTM E45A («peor campo»).
A (sulfuro) | B (alúmina) | C (silicato) | D (óxidos globulares) | ||||
Delgada | Pesado | Delgada | Pesado | Delgada | Pesado | Delgada | Pesado |
1 | 1.5 | 1.5 | 1.5 | 1.0 | 1.0 | 2 | 1.5 |
Niveles garantizados.
Homogeneidad:
W 1.2714 tiene una excelente templabilidad debido a la adición de níquel que da como resultado una buena uniformidad de dureza y microestructura. La dispersión de la dureza es inferior a 30 HB en todo el espesor.
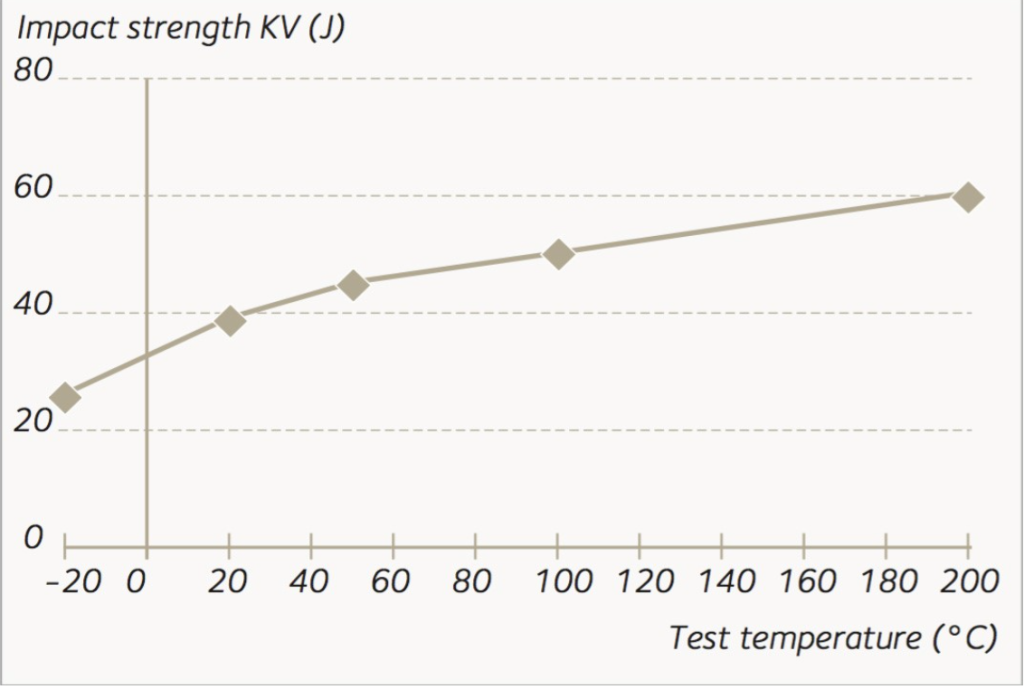
TENACIDAD
Resistencia al impacto KCV en dirección longitudinal para un pretemplado 400 HB, de 100 mm de espesor (4”).
PROCESAMIENTO DE PLACAS DEL ACERO 1.2714
TRATAMIENTO TÉRMICO
Para aplicaciones particulares que requieran mayor resistencia, el endurecimiento se puede realizar de la siguiente manera:
- Calentamiento alrededor de 870 °C (1600 °F) con tiempo de mantenimiento de 1 hora/pulgada.
- Si es necesario, proteja la herramienta contra la descarburación y oxidación durante el endurecimiento.
- Medios de enfriamiento: aceite o aire dependiendo del espesor (ver diagrama CCT a continuación). Gas de alta velocidad o atmósfera circulante.
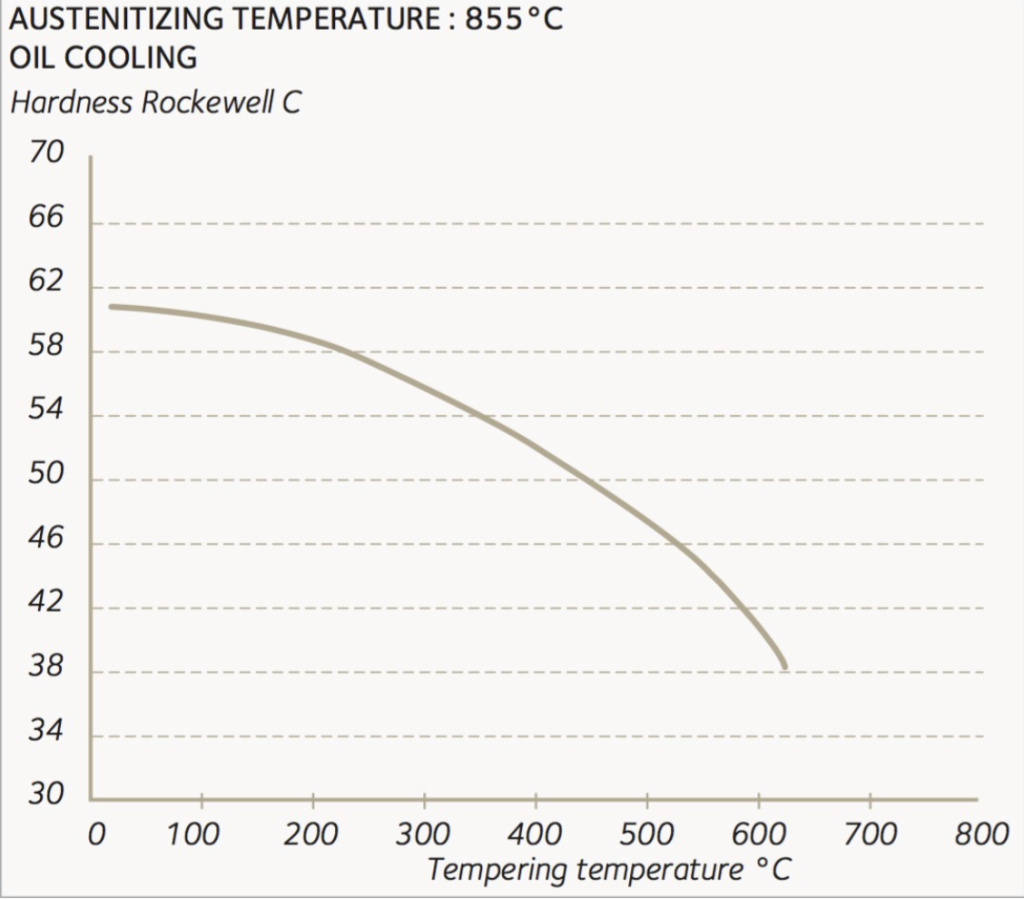
- La temperatura de templado depende de las características mecánicas requeridas (consulte la curva de templado a continuación).
Se recomienda templar inmediatamente después de que la herramienta haya alcanzado los 50 – 80 °C (120/180 °F).
Se deben seguir las siguientes instrucciones para obtener un templado eficiente:
- Tiempo de mantenimiento una hora por pulgada de espesor total.
- Se recomienda doble templado con enfriamiento a temperatura ambiente, entre ellos.
Tenga en cuenta que las formas complicadas requieren un control preciso de la temperatura del acero y los tiempos de mantenimiento.
Curva de templado Y CCT
Selección de las condiciones de templado en función de las propiedades mecánicas requeridas.
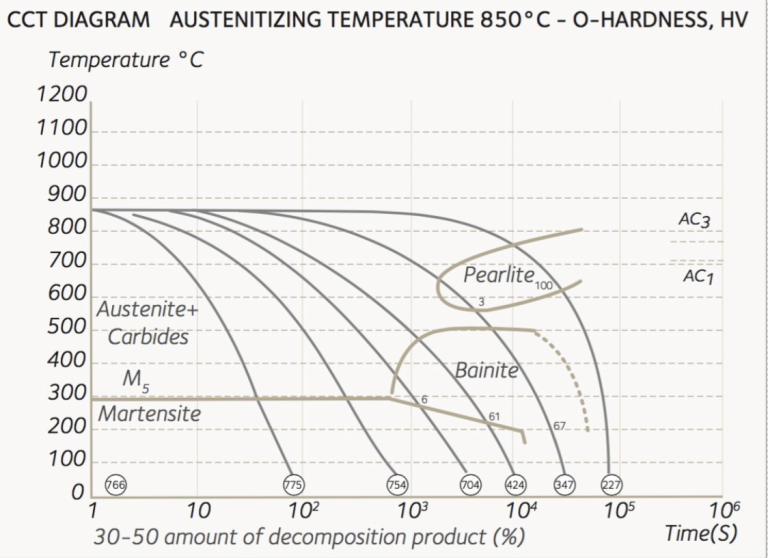
El diagrama de Transformación por Enfriamiento Continuo revela la identidad y la cantidad de constituyentes microestructurales obtenidos a diferentes velocidades de enfriamiento.
Grabado químico del acero W 1.2714
W 1.2714 está bien adaptado para texturizar. Su composición, microestructura uniforme y dureza aseguran una reproducción de patrones precisa y consistente.
MECANIZADO DE DESCARGA ELÉCTRICA (EDM)
Mecanizado por descarga eléctrica: este método de mecanizado se puede utilizar en el grado W 1.2714. Es aconsejable eliminar completamente la capa blanca endurecida mediante esmerilado y pulido.
TRATAMIENTO DE SUPERFICIES
La calidad del tratamiento de la superficie depende en gran medida de la rugosidad de la superficie después del pulido. Homogeneidad de dureza, microestructura y buena limpieza aseguran un buen comportamiento para el cromado, niquelado o nitruración. Después del cromado duro, el acero debe templarse durante unas 4 horas a 180 °C (356 °F) para evitar la fragilización por hidrógeno.
PULIDO
W 1.2714 tiene una buena capacidad de pulido en condiciones de templado y revenido. Después del esmerilado, se debe proceder al pulido con óxido de aluminio o pasta de diamante.
Evitar el sobrepulido (alta presión o tiempo de pulido) que puede provocar defectos en la superficie pulida (piel de naranja, ondulaciones…).
CONDICIONES DE ENTREGA
PROGRAMA DIMENSIÓN
ESPESOR | ANCHO |
8-120 mm | 1000 – 2100 mm |
Para espesores superiores consultar | – |
Longitud: hasta 6000 mm (20 pies). Para dimensiones específicas, ponte en contacto con nuestro departamento de ventas.