Acero 1.2312
Un molde de acero prefrenado (300 HB/32 HRC) con maquinabilidad mejorada.
¿Qué es el acero 2312?
Este acero 1.2312 está diseñado para la industria de moldes plásticos, con una adición específica de azufre para mejorar la maquinabilidad. En comparación con el grado 1.2311, se puede esperar un aumento del 30% en la velocidad de fresado y un aumento del 300% en la velocidad de perforación.
Aplicaciones de los aceros 1.2312
Esta referencia de acero especial se utiliza, sobre todo, en núcleos y cavidades de moldes de inyección de plástico, matrices de extrusión para termoplásticos (PE, PP, PS), plásticos termoestables y fundidos transparentes. Además, se aplica en piezas de construcción, ingeniería mecánica, herramientas de IHU, etcétera. No es adecuado para los requisitos de pulido.
Ventajas del acero W 1.2312
Fácil de mecanizar
Alto temple
Resistencia uniforme de las piezas
FICHA TÉCNICA 1.2312
A continuación, detallamos todas las propiedades del acero de referencia W 1.2312.
Puedes descargar la ficha técnica en inglés de este tipo de acero rellenando el formulario.
O, si quieres tener toda la información en castellano, solo tienes que seguir leyendo todas las características técnicas en esta página.
propiedades
SEGÚN ESTÁNDAR
- AFNOR 40 CMD8S
- SÍMBOLO 40 CrMnMoS 8-6
- MATERIAL 1.2312
- AISI P20+S
ANÁLISIS QUÍMICO
ANÁLISIS QUÍMICO
Valores típicos (% en peso)
C | S | PAGS | Si | Minnesota | cr | Mes |
0.4 | 0.060 | 0.012 | 0.3 | 1.5 | 1.9 | 0.2 |
PROPIEDADES MECÁNICAS
1.2312 se entrega templado y doblemente templado a 280 – 325 HB (29 – 34 HRC).
Dureza | Rp 0.2 Límite elástico | Rm Resistencia a la tracción | Alargamiento | Reducción del área | KCV 20 °C | Módulos elásticos | |||
media pensión | MPa | ksi | MPa | ksi | % | DE% | j | GPa | ksi |
300 | 850 | 123 | 960 | 139 | 10 | 45 | 20 | 205 | 29733 |
PROPIEDADES FÍSICAS
Conductividad térmica Wm-1.K-1 | Coeficiente de expansión térmica (10-6.K-1) | ||||
20 °C | 20 – 100 °C | 20 – 200 °C | 20 – 300 °C | 20 – 400 °C | Calor específico J/kg.°C |
34 | 11.5 | 11.6 | 12.5 | 12.8 | 470 |
PROPIEDADES METALÚRGICAS
El acero W 1.2312 tiene una excelente templabilidad que da como resultado una buena uniformidad de dureza y microestructura.
Solidez interna:
Todas las placas se prueban ultrasónicamente según EN 10160 S3 E4.
Tamaño de grano:
Tamaño de grano uniforme 7/8 según ASTM E112.
Puntos de transformación metalúrgica:
CA 1 | CA 3 | EM | V1 _ | V 2 | |||||
ºC | °F | ºC | °F | ºC | °F | °C/hora | °F/h | °C/hora | °F/h |
733 | 1351 | 780 | 1436 | 320 | 608 | 1000 | 1830 | 300 | 540 |
Bainita/martensita templada homogénea en estado pretemplado (300 HB/32 HRC) Inclusiones de sulfuro de manganeso (x 500).
PROCESAMIENTO DE PLACAS de acero 2312
TRATAMIENTO TÉRMICO
Para aplicaciones específicas donde se requieran propiedades mecánicas superiores a 300 HB, el endurecimiento se puede realizar de la siguiente manera:
- Calentamiento (alrededor de 850 °C – 1562 °F) con un tiempo de espera suficiente (1 hora/pulgada).
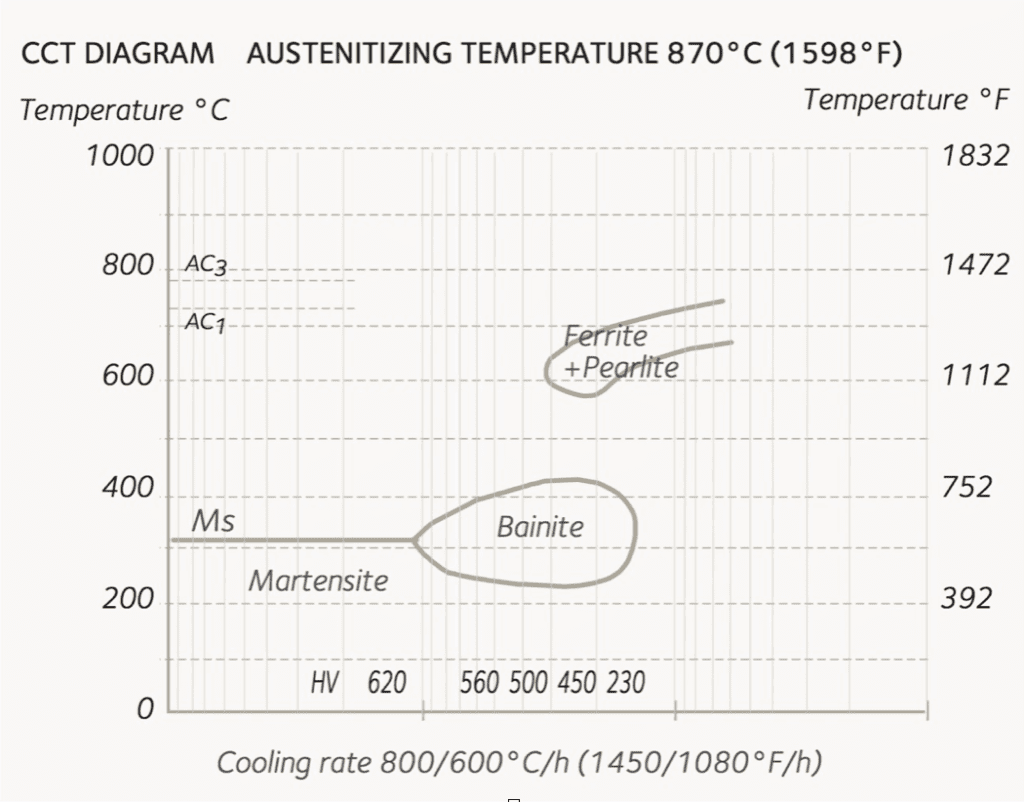
- Temple en agua, aceite o aire dependiendo del espesor (ver diagrama CCT).
- La temperatura de templado controla las características mecánicas.
Se deben seguir las siguientes instrucciones para obtener un templado eficiente:
- Calentamiento uniforme a la temperatura de templado seleccionada (ver curva de templado).
- Tiempo de mantenimiento de una hora por pulgada de espesor total.
- Doble templado con enfriamiento completo a temperatura ambiente para cada tratamiento.
Curva de templado
Condiciones de prueba:
- Austenitización 870 °C (1598 °F).
- Templado/tiempo de mantenimiento 1 h.
- Aire acondicionado.

Hay que tener en cuenta que las formas complicadas requieren un control preciso de la uniformidad de la temperatura del acero y una retención suficiente.
MECANIZADO
El grado de acero W 1.2312 muestra un alto rendimiento en taladrado y fresado con herramientas de acero de alta velocidad o de carburo. La maquinabilidad de W 1.2312 aumenta (en comparación con W 1.2311) mediante una adición controlada de azufre que tiene como objetivo:
500%
Aumento del 500 % en la vida útil de la herramienta de fresado (a velocidad de corte constante).
300%
de aumento en la velocidad de taladrado > 30 % de aumento en la velocidad de fresado.
Las condiciones de corte (velocidad de corte, avance…) dependen de la herramienta, pero se podrían aplicar las de 1.2311 teniendo en cuenta:
30%
Aumento del 30 % en la velocidad de fresado con insertos de carburo.

300%
Aumento del 300 % en la velocidad de perforación con herramientas de acero de alta velocidad.

SOLDADURA
La soldadura de aceros 1.2312 requiere un cuidado excepcional debido al alto nivel de azufre. Se debe usar una temperatura alta de pre/postcalentamiento (350 °C – 660 °F) para evitar el agrietamiento en frío.
CONDICIONES DE ENTREGA
PROGRAMA DIMENSIONAL
ESPESOR | ANCHO |
7 – 120 mm (. 27″ – 4,7″) | 1000 – 2500 mm (39 – 98,4″) |
120 – 610 mm (4,7″ – 24″) | 1000 – 2100 mm (39» – 78,7″) |