Acero GSF ESR
Un acero pretemplado de alto rendimiento, óptimo para moldes de inyección de plástico que exigen los más altos requisitos de calidad.
¿Qué es el acero gsf esr?
GSF-ESR es un acero moderno pretemplado y revenido para la fabricación de moldes de plástico, con unas propiedades mecánicas contrastadas y garantizadas. La idea es ahorrar tiempo al cliente entregando el acero GSF-ESR ya tratado térmicamente y listo para el mecanizado. De esta manera, el cliente reduce costes y riesgos en el tratamiento térmico y puede ahorrarse un tiempo muy valioso en el proceso de producción gracias a su excelente maquinabilidad. El acero GSF-ESR está basado en el concepto metalúrgico de bajo contendido de carbono y ha sido concebido para herramientas que trabajan a altas temperaturas. Tiene excelentes propiedades de fatiga térmica y le permitirá aumentar la dureza superficial mediante nitruración o revestimientos de PVD.
La manera tradicional de fabricar las herramientas para un molde para plástico son: primero comprar el material en estado recocido, mecanizar la herramienta, después realizar el tratamiento térmico y finalmente realizar el mecanizado final de la herramienta. Este proceso, además de resultar costoso y requerir mucho tiempo, el tratamiento térmico crea todo tipo de problemas (deformaciones, grietas, etc.). Para mejorar este proceso, Kind&Co ha desarrollado el acero de alta resistencia GSF-ESR, que previamente a la entrega, ya ha sido sometido a un tratamiento térmico.
Nro. de material |
Nombre de marca |
Especial | GSF |
Aplicaciones del acero GSF ESR
- Fabricación de piezas de moldes para inyección de plástico.
- Forjas de acero especialmente desarrolladas y apropiadas para la soldadura de relleno o deposición. Debido al bajo contenido de C, el riesgo de que se forme una grieta en la zona de transición de la soldadura se reduce.
- Moldes para pulido de alto brillo y moldes que requieren un alto acabado estético superficial.
- Barras de refuerzo para trabajos pesados.
- Soporte de herramientas.
- Moldes para termoplásticos reforzados con aditivos y materiales compuestos
Debido a su pureza y sus buenas propiedades mecánicas, GSF-ESR es adecuado para utillajes y moldes para el procesamiento de plástico en las mejores condiciones de limpieza, una condición para asegurar una buena textura en superficie, así como un pulido superficial de alto brillo.
Su alto nivel de dureza 40-46 Hrc, en comparación con aceros estándar para la fabricación de moldes de plástico, asegura una mejor resistencia al desgaste, aumentando la productividad.
Propiedades principales
- Muy buen pulido.
- Dureza uniforme hasta 46 Hrc.
- Buena resistencia al desgaste.
- Fácil mecanizado.
- Alta homogeneidad.
- Sobresaliente ductilidad.
- Alta resistencia a la rotura.
- Fácil soldadura.
- Muy bueno para la textura y grabado.
ventajas adicionales
- Soldadura fácil y segura.
- Adecuado para los procesos de nitruración y aumentar la resistencia al desgaste.
- Buen comportamiento a la compresión.
- Al ser fabricado por proceso ESR/ESU, se obtiene una fina microestructura. Bajo nivel de micro segregaciones y alto nivel de limpieza del acero, para un buen pulido espejo.
FICHA TÉCNICA
Conoce todas las propiedades y características técnicas del grado de acero GSF ESR.
ANÁLISIS QUÍMICO
Ductibilidad mejorada y alta tenacidad
- Dureza de 40-46 HRC.
- Reducción de área > 50 %.
- Elongación >12 %.
- Tenacidad > 25 J (Iso-V).
Valores mecánicos
% masa | ||||||
C | Si | Mn | Cr | Mo | Ni | V |
0,28 | 0,30 | 0,70 | 2,80 | 0,60 | 1,00 | 0,40 |
PROCESAMIENTO DE PLACAS DE ACERO GSF ESR
TRATAMIENTO TÉRMICO
Recocido blando | Temperatura | 740 – 760 °C, 6 – 8 hs. |
Enfriamiento | Enfriamiento en horno lento. | |
Dureza | Máx. 230 HB. | |
Endurecimiento | Temperatura | 920 – 940 °C. |
Enfriamiento | El enfriamiento en aceite/polímero debe interrumpirse a los aproximadamente 150 – 180 °C o endurecimiento al vacío. | |
Templabilidad | Temperatura | 400 – 650 °C. |
Dureza | Ver la curva de templabilidad. | |
Nitruración | Posible |
|
Precalentar antes de usar | Temperatura | 150 – 350 °C necesarios. |
TTT Diagrama de transformación temperatura - tiempo cotinuos
Resistencia al impacto KCV en dirección longitudinal para un pretemplado 400 HB, de 100 mm de espesor (4”).
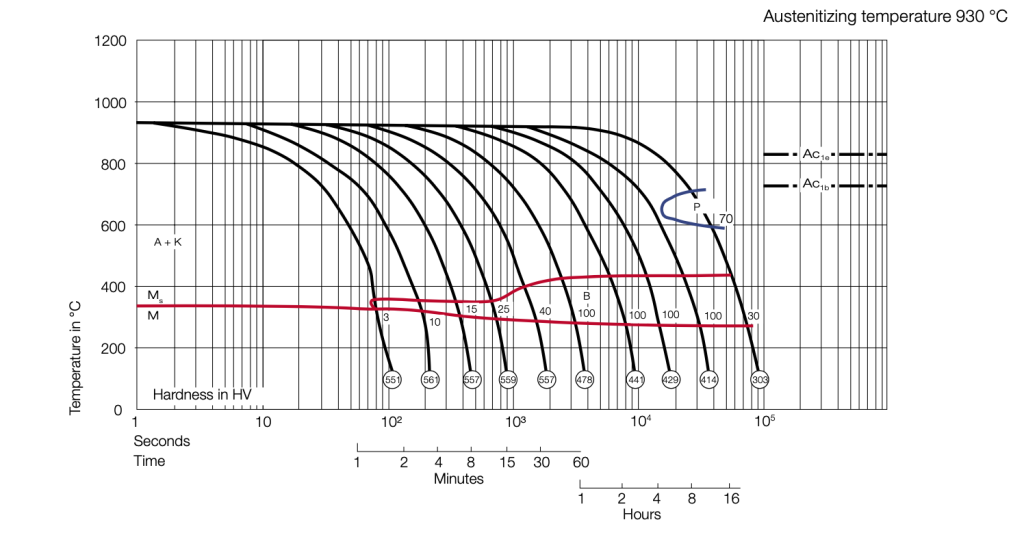
Diagrama de revenido
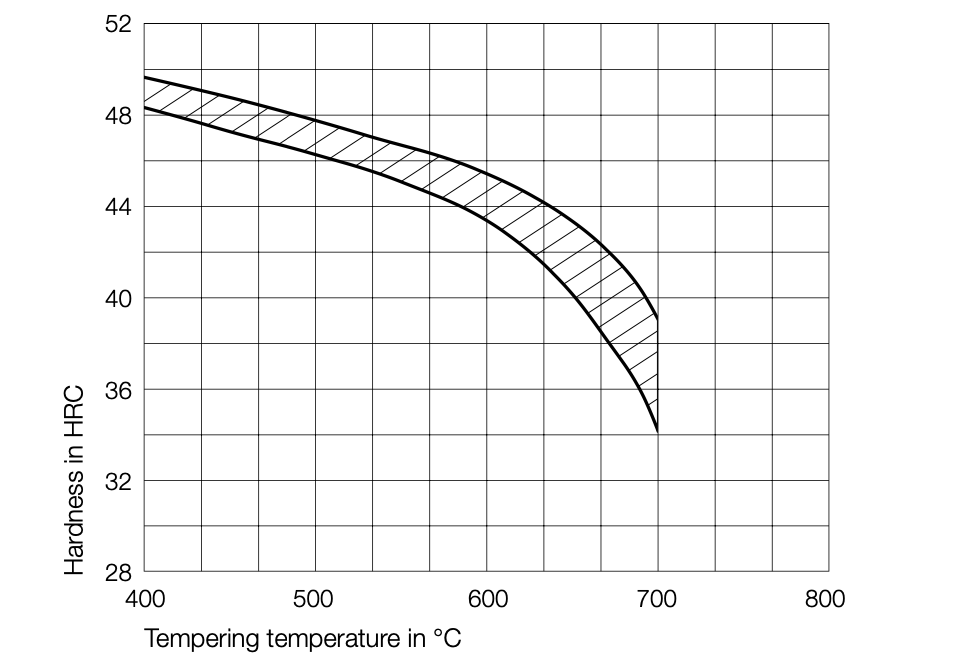
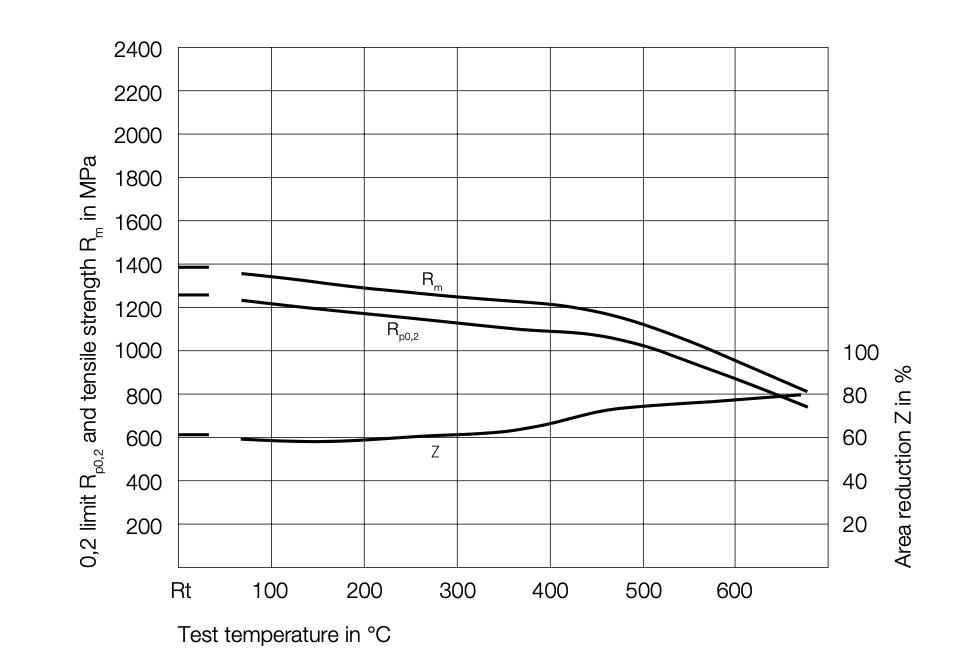
Diagrama de resistencia a altas temperaturas